





The Challenge: Precision Requirements vs. Massive Scale
In wind power generation, the tower flange connection surface is a critical structural interface requiring extremely strict flatness tolerances. However, due to the massive diameter of modern wind turbine towers, significant deformation often occurs after welding and outfitting processes. Transporting such colossal structures to a workshop for machining on fixed bed machines is logistically impossible, making in-situ restoration the only viable solution.
Recently, a leading domestic wind turbine manufacturer approached us with an urgent request. They were facing a critical issue with a batch of towers customized for an international industry giant: severe deformation on the flange connection surfaces threatened the final acceptance and delivery schedule. The client needed an immediate, feasible solution to meet the impending deadline.
The project presented multiple formidable challenges:
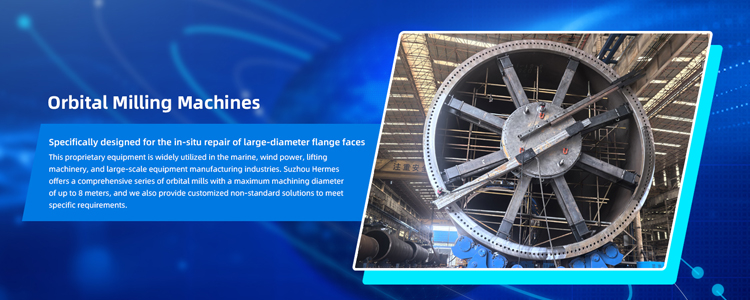
Scale: An 8-meter diameter flange surface.
Precision: Flatness tolerance within 1mm over the entire re-milled surface.
Condition: Significant existing deformation.
Timeframe: Extremely tight construction cycle.
These constraints posed a severe test for both our engineering and service teams.
Engineering Innovation: Balancing Rigidity and Weight
The primary hurdle was equipment adaptation. Since the tower is installed vertically, excessive machine weight would induce severe vibration during the surfacing arm's rotation, particularly during downward feed movements, critically compromising machining accuracy. Conversely, machining such a large orbital surface demands exceptional structural rigidity; key components and supports required substantial thickness and reinforcing ribs, and the base had to be incredibly robust. These rigidity requirements inherently increased weight.
Our engineering team tackled this paradox through relentless structural optimization, finite element analysis (FEA), and precise weight calculations using advanced simulation software. After several nights of intensive work, we finalized an optimal design that successfully balanced the conflicting demands of lightweight mobility and high rigid stability.
Supply Chain & Manufacturing Agility
Material procurement presented another bottleneck. Restoring an 8-meter diameter flange required custom-sized components made from ultra-high-strength materials, which were not readily available off-the-shelf. Leveraging our extensive supply chain network, we engaged in rapid consultations and negotiations to secure the necessary custom materials in record time. These materials were immediately dispatched to our manufacturing partners for fabrication.
Upon assembly, our service technician team conducted rigorous continuous testing, meticulously recording operational data and performance metrics. This real-time feedback loop allowed our engineering team to make targeted adjustments, ensuring the equipment performed at its peak before deployment.


On-Site Implementation & Results
Once on-site, our technician team mobilized immediately with the equipment. Although initial installation faced slight delays, our team quickly innovated a new support foot clamping mechanism, significantly boosting installation efficiency. Through sheer determination and teamwork, we completed the entire restoration within the strict deadline.
Project Outcomes:
Achieved Flatness: < 0.5mm over the entire re-milled surface.
Client Feedback: The results not only met but exceeded acceptance standards, earning high praise from the client.
Efficiency: Successfully delivered under extreme time pressure.
Conclusion
The successful completion of this wind turbine tower flange restoration demonstrates our team's professional capability in solving complex engineering problems and our spirit of innovation. This project has provided invaluable experience and a proven methodology for future large-scale on-site machining challenges, reinforcing our position as a trusted technical partner in the industrial on-site machining sector.
